总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单元901室
工 厂:029-86085235
网址:www.xalrkjsy.com
地 址:西安泾河工业园北区西金路195号
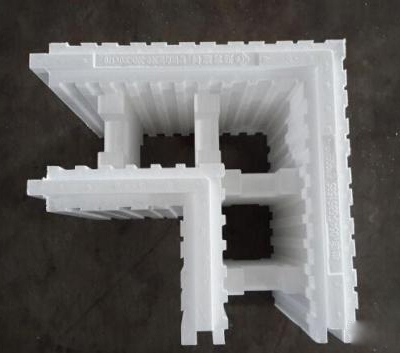
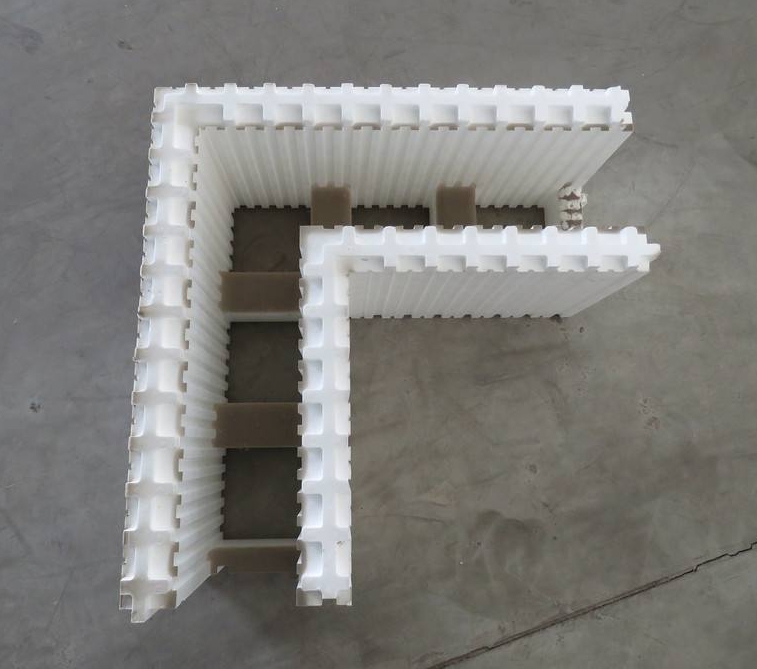
epp保温箱注射成型挤压成型口模改为注射成型模具,并在气核形。
成以后设置一个供一次注射用的存储注射缸,利用气体反压技术可以实现对三维部件的制造。
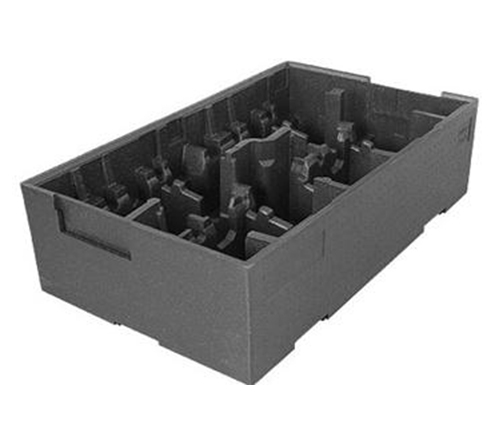
工作原理不同之处在于超临界熔体经过瞬时加温后形成无数气核,熔体向加压后的存储注射缸14内存储,当完成一次注射的存储量以后打开注射截止阀9,向模具型腔10-11注射。为了防止型腔内的压力突然下降,造成过早及过量发泡从而导致成型失败,可以向模具型腔输入加压的压缩空气,同时对模具的温度也需严格控制。

最后随着模具的微量位移,熔体内压力迅速下降从而导致气核成长,最终完成三维超微孔泡沫塑料制作。
为了得到微孔结构,必须对泡孔长大过程进行严格控制,以避免泡孔合并。阻止泡孔合并通常采用两个措施:
①在微孔发泡前,通过螺杆均化段冷却或热交换器对已形成的聚合物一气体均相体系均匀冷却,因为温度降低会增加聚合物熔体强度,从而使泡壁不易破裂;
②在泡孔长大过程中,在聚合物熔体中维持一定的压力,因为epp保温箱增大熔体压力将会使平衡时的气泡半径减小,泡孔间距变大。
中部为一个特殊的加热装置8,该装置使通过它的超临界熔体呈动态不稳定状态,即:epp保温箱使熔体从190℃在1s内升至245℃,从而完成使熔解在熔体的气体突然呈现无数气核的状态并进入容腔后部。