总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单元901室
工 厂:029-86085235
网址:www.xalrkjsy.com
地 址:西安泾河工业园北区西金路195号
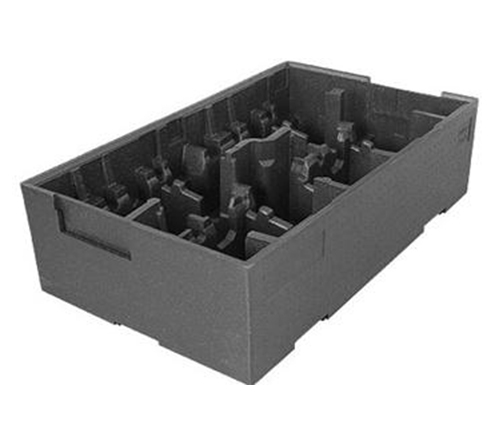
RIM成型模具的排气槽位置与数量取决于注入时物料的水平位置及充模速度。RIM成型模具为敞开式时,epp产品可以在空气最集中的上端打孔使空气逸出。排气槽一般高为0.2~0.4mm,宽度大于6.35mm,并且便于清除积料。大部分RIM成型模具都是闭式的,相应的排气孔的清料很困难。
一般在制件设计时,确定一个空气集中处,并在此处制作一个分离的模型部分,以使空气即可由此排掉,也可以在必要时取出分离部分清扫排气孔,但是在设计排气孔位置及尺寸时要注意产生溢边的可能性及制品外观要求的满足。
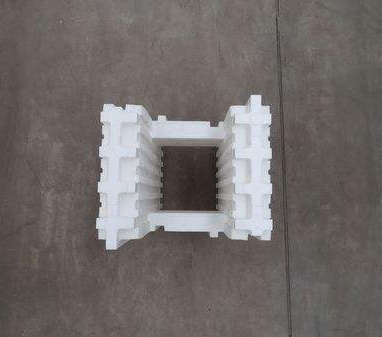
顶出。模具中制件的顶出也有气动顶出,液压顶出及机械顶出三种。为了保证顶出力分布均匀并减小对泡沫制品的顶出压强,顶出面一般较大,以免坏制件外观。另外,为了便于脱模顶出,制件在脱模方向设计有2°左右的脱模斜度。

在成型时,此螺纹嵌件通过螺纹销放置在模具中,有时也用推杆兼做螺纹销。对于结构泡沫反应注射塑件,由高密度表层封住金属嵌件。在金属嵌件的外表面滚花,增加嵌件和塑料的接触面,以提高粘附性和承受扭力。
在塑件上成型一个孔,孔壁均为高密度表层结构。此凹坑的中心点可作为在凸台上钻孔时钻头的定位中心。对于长螺钉来说,此孔将进入结构泡沫层,将对螺钉产生足够的保持力,epp产品对于高密度结构泡沫则更是如此。这样,在螺钉进入结构泡沫层之前,首先由高密度表层将其夹持住。