总 部:029-88325700
地 址:西安市高新区高新路80号望庭国际一单元901室
工 厂:029-86085235
网址:www.xalrkjsy.com
地 址:西安泾河工业园北区西金路195号
1.增强反应注射成型
除用普通的原料浆作为成型物料外,epp产品还可添加强化材料如短纤维的原料浆和有发泡能力的原料浆作为成型物料,以改善反应注射成型塑件力学性能和电性能等,这种成型方法称为增强反应注射成型(RRIM)。
增强反应注射成型不仅保留了RIM成型的优点,而且可大幅度增加弯曲强度,减少热膨胀系数。可以替代钢材用于工业结构件的生产,尤其是汽车配件,如制作汽车挡泥板、车头格子镶板、车门板、引擎罩盖以及汽车保险杠。加入木粉可以用于制作窗框。
(1)塑料增强用材料及增强形式塑料增强用材料主要有纤维类、片状及特殊粉状填料三类,最主要的是纤维类、超细无机填料、碱土稀土及新兴的金属材料。纤维类增强材料主要有石棉纤维、玻璃纤维、碳纤维、晶须等。根据强化材料的形状和成型方式,通常用3种形式进行强化。
(2)工艺流程细玻璃纤维和玻璃织物增强聚氨酯的成型过程。
2.结构反应注射成型
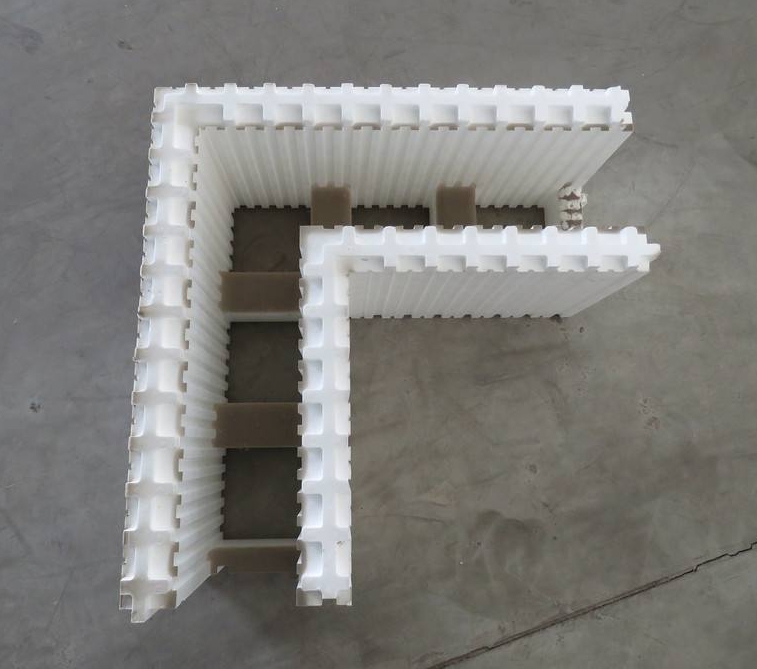
玻璃纤维织物(毡片)增强软、硬聚氨酯发泡的RM成型称为结构反应注射成型,简称SRM,是20世纪80年代中期在RM的基础上发展起来的成型方法。它是先将长玻纤预制的织物或毡片铺垫在模具中,epp产品然后再将两种液料输送到混合头中混合后注入模具,进行反应注射成型,从而得到不同厚度的泡沫制品,俗称“PUR-M”。
SRM工艺不仅保持了RM工艺的优点,而且制品的性能更为优越,不仅显著提高了聚合物材料的热稳定性,而且大大提高了材料的力学性能,使之成为高强度、高模量和高热稳定性的优质材料,可以作为结构硬件来使用。
SRIM工艺使用的增强材料,一般有玻璃纤维和碳纤维毡、尼龙毡、不锈钢纤维毡等,而使用最多的是连续股长玻璃纤维毡片,玻璃纤维适合的长度不超过1.5mm,大于3mm的不适合 RRIM--PU工艺。玻璃纤维毡片的形式与结构对制品质量的影响。

3.可变纤维反应注射成型
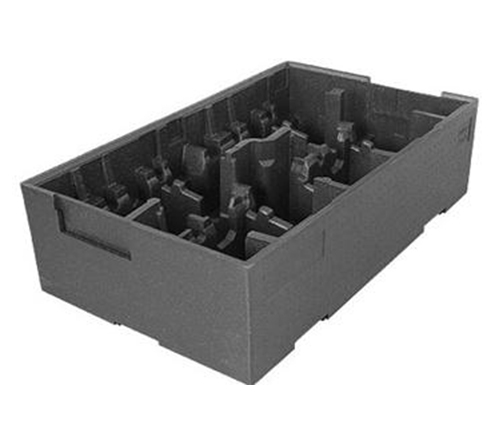
可变纤维反应注射成型( Varia- ble fiber injection reaction injecction molding,VFRIM)技术是由德国 Krauss- Maffei公司与意大利 Cannon- -Technos公司在20世纪90年代开发的。其重要特征是采用L形混合头将纤维粗纱送入切碎机,切成分散的短纤维,再进入混料腔,然后与树脂一起注入模具后固化成型。
目前已经采用 VFRIM技术生产的产品有汽车门板、坐垫托盘、保险杠、遮阳板、行李托盘、轻型货车箱板等。可以看出,epp产品采用VFRM技术生产的低密度制品的性能与传统的RM制品相当;而采用VFRM技术生产的高密度制品较之RIM制品具有更好的性能。